Draw a Circle Around a Point Using G Code
G02 CW / G03 CCW Circular Interpolation Motion (Group 01)
F - Feedrate
* I - Altitude forth X Axis to heart of circle
* J - Altitude forth Y Axis to center of circle
* K - Altitude along Z Axis to center of circle
* R - Radius of circle
* X - X-Axis movement control
* Y - Y-Axis motion command
* Z - Z-Centrality motion command
* A - A-Centrality motion command
*indicates optional
| NOTE | I,J and K is the preferred method to programme a radius. R is suitable for general radii. |
These G codes are used to specify circular motion. Ii axes are necessary to complete circular motion and the correct aeroplane, G17-G19, must exist used. In that location are two methods of commanding a G02 or G03, the first is using the I, J, One thousand addresses and the 2d is using the R address.
Using I, J, Grand addresses
I, J and K address are used to locate the arc center in relation to the start indicate. In other words, the I, J, K addresses are the distances from the starting point to the center of the circle. Just the I, J, or G specific to the selected plane are allowed (G17 uses IJ, G18 uses IK and G19 uses JK). The X, Y, and Z commands specify the end betoken of the arc. If the X, Y, and Z location for the selected aeroplane is not specified, the endpoint of the arc is the same equally the starting point for that axis.
To cutting a full circumvolve the I, J, Thou addresses must exist used; using an R accost will not work. To cut a full circumvolve, practise not specify an ending point (X, Y, and Z ); program I, J, or K to ascertain the center of the circumvolve. For example:
G02 I3.0 J4.0 (Assumes G17; XY plane) ;
Using the R address
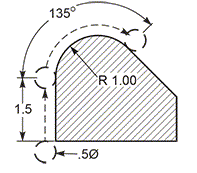
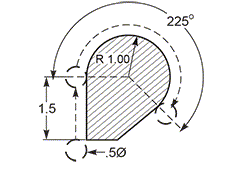
The R-value defines the distance from the starting point to the center of the circle. Employ a positive R-value for radii of 180 or less, and a negative R-value for radii more than 180.
Programming Instance
Positive R Accost Programming Case
%
O60021 (G02 POSITIVE R Accost) ;
(G54 X0 Y0 is at the bottom-left of part) ;
(Z0 is on top of the function) ;
(T1 is a .v in dia endmill) ;
(BEGIN Preparation BLOCKS) ;
T1 M06 (Select tool 1) ;
G00 G90 G40 G49 G54 (Safety startup) ;
G00 G54 X-0.25 Y-0.25 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.1 (Activate tool offset 1) ;
M08 (Coolant on) ;
(BEGIN CUTTING BLOCKS) ;
G01 Z-0.v F20. (Feed to cutting depth) ;
G01 Y1.five F12. (Feed to Y1.five) ;
G02 X1.884 Y2.384 R1.25 (CW circular motion) ;
(Begin COMPLETION BLOCKS) ;
G00 Z0.ane M09 (Rapid retract, Coolant off) ;
G53 G49 Z0 M05 (Z habitation, Spindle off) ;
G53 Y0 (Y home) ;
M30 (End program) ;
%
Negative R Address Programming Example
%
O60022 (G02 NEGATIVE R Accost) ; (G54 X0 Y0 is at the lesser-left of role) ;
(Z0 is on peak of the part) ;
(T1 is a .five in dia endmill) ;
(Begin PREPARATION BLOCKS) ;
T1 M06 (Select tool 1) ;
G00 G90 G40 G49 G54 (Safety startup) ;
G00 G54 X-0.25 Y-0.25 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.1 (Activate tool showtime 1) ;
M08 (Coolant on) ;
(Begin CUTTING BLOCKS) ;
G01 Z-0.five F20. (Feed to cut depth) ;
G01 Y1.5 F12. (Feed to Y1.5) ;
G02 X1.884 Y0.616 R-ane.25 (CW circular motility) ;
(Begin COMPLETION BLOCKS) ;
G00 Z0.1 M09 (Rapid retract, Coolant off) ;
G53 G49 Z0 M05 (Z home, Spindle off) ;
G53 Y0 (Y home) ;
M30 (Finish plan) ;
%
Thread Milling
Thread milling uses a standard G02 or G03 move to create the circular movement in X-Y, and so adds a Z move on the same block to create the thread pitch. This generates one turn of the thread;
the multiple teeth of the cutter generate the rest. Typical block of code:
N100 G02 I-1.0 Z-.05 F5. (generates i-inch radius for xx-pitch thread) ;
Thread milling notes:
Internal holes smaller than 3/viii inch may not be possible or applied. Always climb cutting the cutter.
Employ a G03 to cut I.D. threads or a G02 to cut O.D. threads. An I.D. right hand thread will move up in the Z-Axis by the amount of one thread pitch. An O.D. right hand thread will movement down in the Z-Axis past the amount of one thread pitch. PITCH = 1/Threads per inch (Case - i.0 divided by 8 TPI = .125)
This program I.D. thread mills a 1.5 diameter x 8 TPI hole with a 0.750" diameter x i.0" thread hob.
-
To get-go, accept the hole diameter (one.500). Decrease the cutter diameter .750 and so split up by two. (ane.500 - .75) / ii = .375
The result (.375) is the distance the cutter starts from the I.D. of the role.
-
Later the initial positioning, the next footstep of the program is to turn on cutter compensation and move to the I.D. of the circle.
-
The adjacent step is to plan a consummate circle (G02 or G03) with a Z-Axis command of the amount of one total pitch of the thread (this is called Helical Interpolation).
-
The terminal step is to move away from the I.D. of the circle and plow off cutter compensation.
Yous cannot turn cutter bounty off or on during an arc movement. Yous must program a linear move, either in the Ten or Y Centrality, to move the tool to and from the bore to cutting. This move will be the maximum compensation corporeality that yous can adjust.
Thread Milling Example
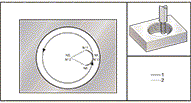
Thread Milling Example, one.5 Diameter Ten 8 TPI: [1]Tool Path, [2] Turn on and off cutter compensation.
| NOTE | Many thread mill manufacturers offer gratis online software to help y'all create your threading programs. |
%
O60023 (G03 THREAD MILL 1.5-viii UNC) ;
(G54 X0 Y0 is at the heart of the diameter) ;
(Z0 is on top of the function) ;
(T1 is a .five in dia thread mill) ;
(Brainstorm PREPARATION BLOCKS) ;
T1 M06 (Select tool one) ;
G00 G90 G40 G49 G54 (Safe startup) ;
G00 G54 X0 Y0 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.1 (Activate tool offset 1) ;
M08 (Coolant on) ;
(Brainstorm Cutting BLOCKS) ;
G01 Z-0.5156 F50. (Feed to starting depth) ;
(Z-0.5 minus 1/8th of the pitch = Z-0.5156) ;
G41 X0.25 Y-0.25 F10. D01 (cutter comp on) ;
G03 X0.v Y0 I0 J0.25 Z-0.5 (Arc into thread) ;
(Ramps up by 1/8th of the pitch) ;
I-0.5 J0 Z-0.375 F20. (Cuts full thread) ;
(Z moving upwardly by the pitch value to Z-0.375) ;
X0.25 Y0.25 I-0.25 J0 Z-0.3594 (Arc out of thread) ;
(Ramp upwards past 1/eighth of the pitch) ;
G40 G01 X0 Y1 (cutter comp off) ;
(Begin COMPLETION BLOCKS) ;
G00 Z0.1 M09 (Rapid retract, Coolant off) ;
G53 G49 Z0 M05 (Z home, Spindle off) ;
G53 Y0 (Y dwelling) ;
M30 (Stop programme) ;
%
N5 = XY at the center of the hole
N7 = Thread depth, minus i/eight pitch
N8 = Enable Cutter Bounty
N9 = Arcs into thread, ramps up by 1/8 pitch
N10 = Cuts total thread, Z moving up by the pitch value
N11 = Arcs out of thread, ramps upwardly ane/8 pitch
N12 = Cancel Cutter Compensation
| Note | Maximum cutter compensation adjustability is 0.175. |
Outside Bore (O.D.) Thread Milling
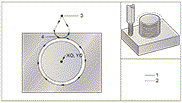
O.D. Thread Milling Instance, 2.0 diameter post 10 16 TPI: [1] Tool Path [2] Rapid Positioning, Plough on and off cutter bounty, [3] Start Position, [4] Arc with Z.
%
O60024 (G02 G03 THREAD MILL two.0-16 UNC) ;
(G54 X0 Y0 is at the centre of the mail service) ;
(Z0 is on top of the opost) ;
(T1 is a .five in dia thread manufacturing plant) ;
(BEGIN PREPARATION BLOCKS) ;
T1 M06 (Select tool 1) ;
G00 G90 G40 G49 G54 (Safe startup) ;
G00 G54 X0 Y2.4 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.ane (Actuate tool offset 1) ;
M08 (Coolant on) ;
(Brainstorm Cut BLOCKS) ;
G00 Z-1. (Rapids to Z-1.) ;
G01 G41 D01 10-0.5 Y1.iv F20. (Linear move) ;
(Cutter comp on) ;
G03 X0 Y0.962 R0.5 F25. (Arc into thread) ;
G02 J-0.962 Z-i.0625 (Cut threads while lowering Z) ;
G03 X0.5 Y1.iv R0.5 (Arc out of thread) ;
G01 G40 X0 Y2.4 F20. (Linear movement) ;
(Cutter comp off) ;
(BEGIN COMPLETION BLOCKS) ;
G00 Z0.1 M09 (Rapid retract, Coolant off) ;
G53 G49 Z0 M05 (Z dwelling house, Spindle off) ;
G53 Y0 (Y domicile) ;
M30 (Stop plan) ;
%
| Annotation | A cutter bounty move tin consist of any Ten or Y move from whatever position as long as the move is greater than the corporeality beingness compensated. |
Single-Signal Thread Milling
This program is for a 1.0" diameter pigsty with a cutter diameter of 0.500" and a thread pitch of 0.125 (8TPI). This program positions itself in Accented G90 so switches to G91 Incremental mode on line N7.
The utilize of an Lxx value on line N10 allows united states to repeat the thread milling arc multiple times, with a Unmarried-Indicate Thread Factory.
%
O60025 (G03 SNGL PNT THREAD Manufactory i.5-8 UNC) ;
(G54 X0 Y0 is at the eye of the diameter) ;
(Z0 is on superlative of the role) ;
(T1 is a .v in dia thread mill) ;
(Brainstorm Preparation BLOCKS) ;
T1 M06 (Select tool ane) ;
G00 G90 G40 G49 G54 (Safe startup) ;
G00 G54 X0 Y0 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.one (Actuate tool offset i) ;
M08 (Coolant on) ;
(Brainstorm Cut BLOCKS) ;
G91 G01 Z-0.5156 F50. (Feed to starting depth) ;
(Z-0.5 minus 1/eighth of the pitch = Z-0.5156) ;
G41 X0.25 Y-0.25 F20. D01 (Cutter comp on) ;
G03 X0.25 Y0.25 I0 J0.25 Z0.0156 (Arc into thread) ;
(Ramps up past 1/eighth of the pitch) ;
I-0.5 J0 Z0.125 L5 (Thread cut, repeat five times) ;
X-0.25 Y0.25 I-0.25 J0 Z0.0156 (Arc out of thread) ;
(Ramps upwards by 1/8th of the pitch) ;
G40 G01 10-0.25 Y-0.25 (Cutter comp off) ;
(Brainstorm COMPLETION BLOCKS) ;
G00 Z0.one M09 (Rapid retract, Coolant off) ;
G53 G49 Z0 M05 (Z home, Spindle off) ;
G53 Y0 (Y dwelling house) ;
M30 (End program) ;
%
Specific line description:
N5 = XY at the center of the pigsty
N7 = Thread depth, minus 1/8 pitch. Switches to G91
N8 = Enable Cutter Compensation
N9 = Arcs into thread, ramps up by 1/8 pitch
N10 = Cuts full thread, Z moving upwardly past the pitch value
N11 = Arcs out of thread, ramps upwardly one/8 pitch
N12 = Cancel Cutter Compensation
N13 = Switches dorsum to G90 Absolute positioning
Helical Motion
Helical (spiral) motion is possible with G02 or G03 by programming the linear axis that is not in the selected plane. This tertiary axis will be moved along the specified axis in a linear way, while the other ii axes will exist moved in the circular motion. The speed of each axis will be controlled so that the helical rate matches the programmed feedrate.
Source: https://www.haascnc.com/service/codes-settings.type=gcode.machine=mill.value=G02.html
0 Response to "Draw a Circle Around a Point Using G Code"
Post a Comment